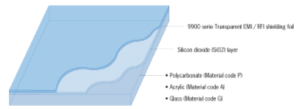
Choice of transparent material
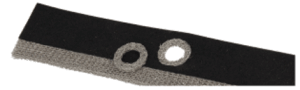
73 Mesh foil
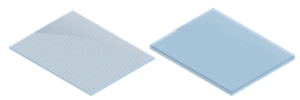
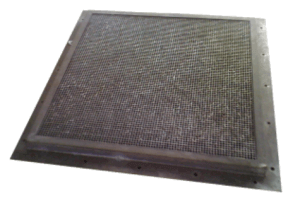
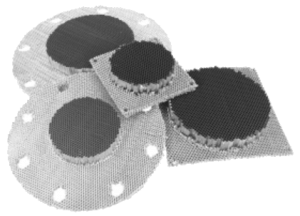
For shielding at low frequencies, mesh shielding types show the best performance. They have lower light transmission than for example ITO coated windows and foils but that is considered normal for a display rather than a problem. (Fig. 73.1)
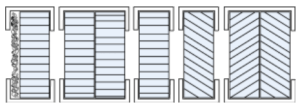
When the foil is applied to a monitor and the lines of the mesh in the film do not correspond with the dots of the monitor Newton’s ring effect or a moiré pattern will arise. Orienting the mesh at a certain angle between 17 and 45 degrees will minimize this effect. Please note: there is a physical rule: the finer the mesh, the darker the material, the better the shielding performance.